
 Thai
Thai
ค้นหา

EWR2: Electronic gas pressure regulator
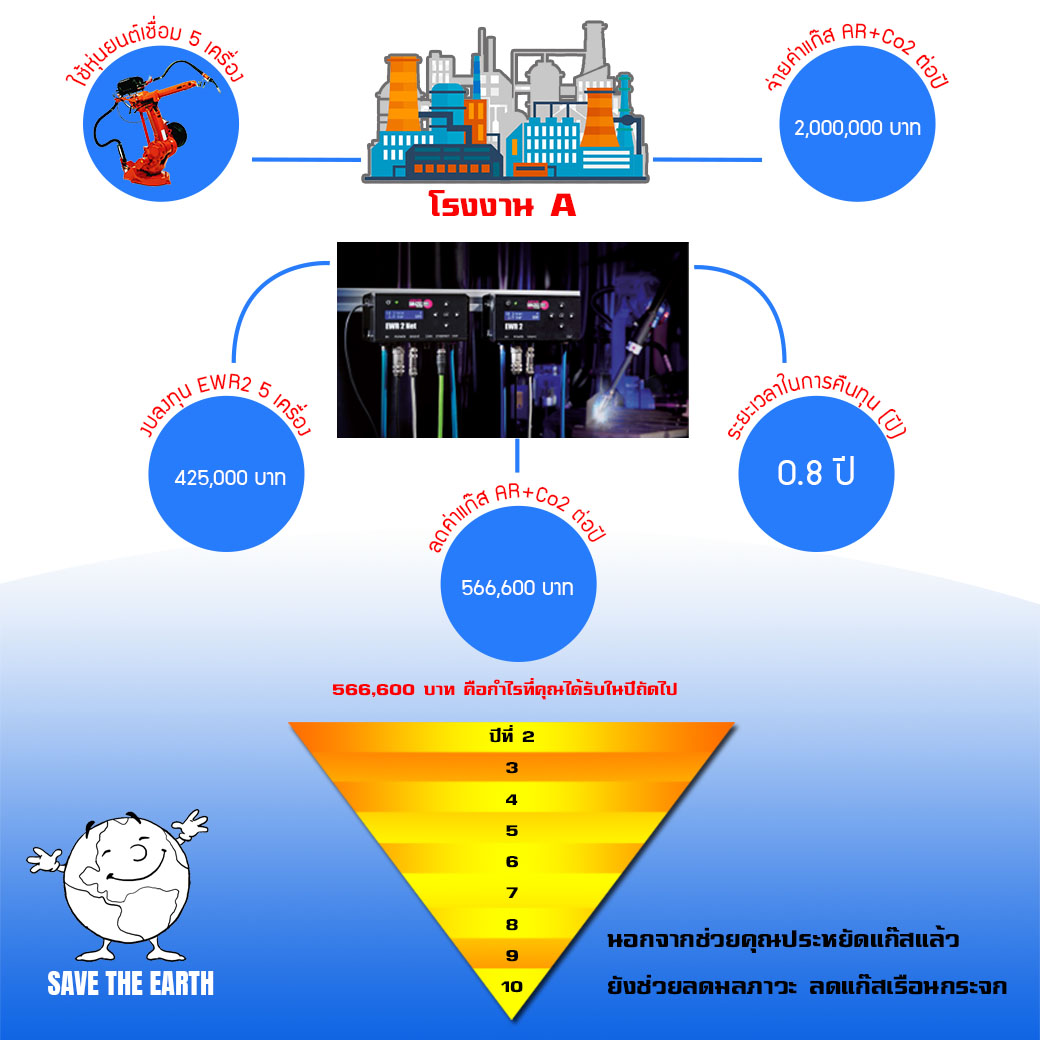
การเชื่อมงานแบบซีโอทู หรือแบบอาร์กอน จะมีการใช้อุปกรณ์ปรับแรงดันแก๊ส เพื่อควบคุมอัตราการไหลของแก๊สในการปกคลุมชิ้นงานขณะเชื่อม แต่การใช้อุปกรณ์ปรับแรงดันแก๊ส ทั่วไปมีอัตราการสิ้นเปลืองแก๊สอย่างมาก มาจากแรงดันที่ตกค้างอยู่ภายในสายแก๊ส ขณะที่ช่างหยุดเชื่อมหรือจากการตั้งระดับการไหลของแก๊สที่ไม่เหมาะสม จากการเชื่อมงาน สำหรับเกจ์ประหยัดแก๊สของเรา ได้มีการพัฒนาขึ้นเพื่อช่วยลดแรงดันที่ตกค้างภายในสาย และสามารถควบคุมอัตราการไหลของแก๊สให้สัมพันธ์กับการเชื่อมสม่ำเสมอทำให้ช่วยลดอัตราการสิ้นเปลืองของแก๊ส ช่วงที่เริ่มต้นการเชื่อมอีกครั้ง อย่างมีประสิทธิผล ช่วยเพิ่มความเสถียรของการอาร์คขณะทำการเชื่อม ช่วยให้ท่านสามารถประหยัดเวลาและค่าใช้จ่าย ที่ต้องคอยเปลี่ยนถังแก๊สบ่อยๆ เพียงแค่เปลี่ยนมาใช้ชุดเกจ์ประหยัดแก๊สของเรา เพียงแค่ชิ้นเดียว
- เกจ์ประหยัดแก๊สแบบควบคุมด้วยระบบอิเล็กทรอนิกส์
- REGULATOR EWR2
- เพื่อควบคุมอัตราการไหลของแก๊สในการปกคลุมชิ้นงานขณะเชื่อมงานซีโอทู หรืออาร์กอน
- สามารถควบคุมอัตราการไหลของแก๊สให้สัมพันธ์กับการเชื่อมสม่ำเสมอ
- หากมีการเชื่อมมาก - จ่ายแก๊สมาก หากเชื่อมน้อย - จ่ายแก๊สน้อย
- ใช้ระบบการควบคุมแบบอิเล็กทรอนิกส์
- หน้าจอแสดงผลแบบดิจิตอล

ชุดประหยัดแก๊ส, ชุดปรับแรงดันแก๊สอัตโนมัติ, เกจ์ประหยัดแก๊ส, ประหยัดแก๊ส, อุปกรณ์ประหยัดแก๊ส, Gas saving
Download File
 CATALOG THAI
CATALOG THAI
Category
-
RILAND TIG WELDING MACHINE
-
RILAND MIG/MAG WELDING MACHINE
-
RILAND ARC WELDING MACHINE
-
RILAND PLASMA CUTTING MACHINE
-
RILAND STUD WELDING MACHINE
-
TECNA PORTABLE SPOT WELDER
- Welding machine and etc.
-
GAS CUTTING MACHINE
-
STIANLESS CLEANING MACHINES
- GAS SAVING REGULATOR
- CHEMICAL
- MIG CONSUMABLE
- TIG WELDING CONSUMABLE
- PLASMA CUTTING CONSUMABLE
-
TUNGSTEN ELECTRODE
- GROUND CLAMP & ELECTRODE HOLDER
- GAS WELDING AND CUTTING TORCH
- WELDING TORCH & PLASMA TORCH
- ABRASIVE
- WELDING WIRE
- LINER
- REGULATOR & OPTIONAL
-
NUT WELDING STUD
-
EQUIPMENT JOINTS FOR WELDING MACHINE AND WELDING TORCH
-
AIR HOSE & GAS HOSE
- SPOT WELDING CONSUMABLE
-
WELDING CABLE
-
FLASH BACK
-
Lathe how to drawings
- SAFETY EQUIPMENT
- SNOW COOL


